Gegen Ende des Jahres wird wieder viel abseits von Kühlern gearbeitet. Seid etwa Mai läuft die zweite Fräse. Als Frässpindel ist eine 1.5Kw Chinaspindel im Einsatz. Warum? Weil die mit 150€ sehr sehr günstig ist. Nachteil: Rundlauffehler von bis zu 0.15mm. Ich habe mir 3stk. aus China geordert und die versprochenen 0.005mm Rundlauffehler wurden in keinster Weise eingehalten. 2Spindeln lagen bei über 0.1mm Rundlauffehler, und die dritte Spindel lag bei 0.06mm.
Später habe ich recherchiert wo es die original Spindeln geben könnte. Da haben sich 3 Hersteller heraus kristalisiert. Händler gibt es aber wie Sand am Meer. Da mir niemand so richtig garantieren konnte ob die Spindel die ich fortan kaufen wollte im Innenkonus geschliffen ist, habe ich mich dazu entschlossen die Spindeln selber auszuschleifen. Der Weilen wurden mir von mehreren Händlern versichert das der Rundlauffehler bei 0.05mm liegt. Nicht bei 0.005mm. Man hat sich entschuldigt. Wie man aber sieht, sind selbst die 0.05mm nicht praxisnah.
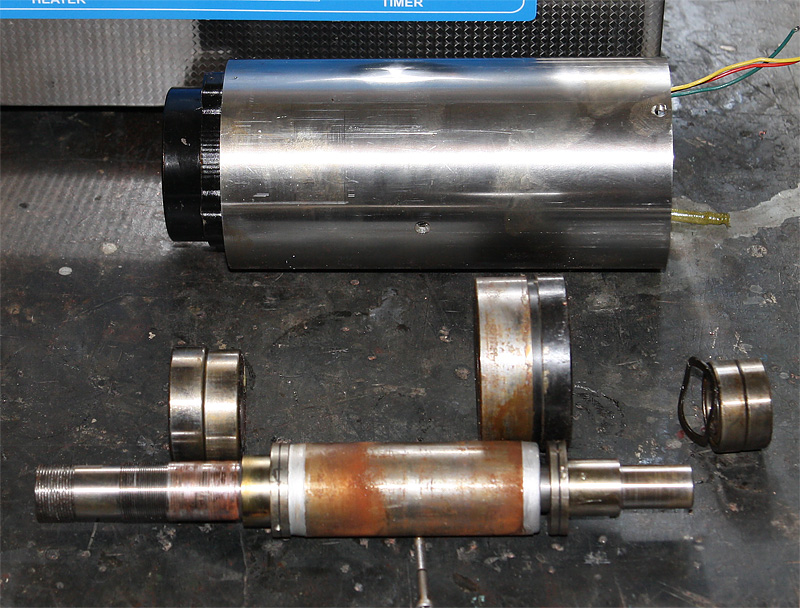
Nach gut 4Monaten Arbeit waren die Lager der ersten Chinaspindel verschlissen. Grund dafür ist das Kühlschmiermittel. Ohne Sperrluft gelangt Kühlnebel in die Lager woraufhin sich der ganze Schmand in den Lagern setzt. Die Folge eine hohe Reibung die den Verschleiß deutlich vorran treibt. Somit musste ich letzten Monat die Spindel tauschen. Da die Spindel eh schon defekt ist habe ich mich dazu entschlossen die Lager zu tauschen. Nach Demontage fand ich auch schnell heraus welche Lager verbaut wurden. Hinten sind 2Stk. NSK Lager 6002Z (made in China) verbaut. Vorne sind 2Stk. SKF E2-6004-2Z/C3 (made in Italy) verbaut. Die Lagerflansche sind geschliffen, und der hintere Lagerflansch wurde verklebt. Die Vorspannung der Spindel wird über eine Feder realisiert. Die Vorspannung stellt man mit den Flügelrad am ende der Spindel ein.
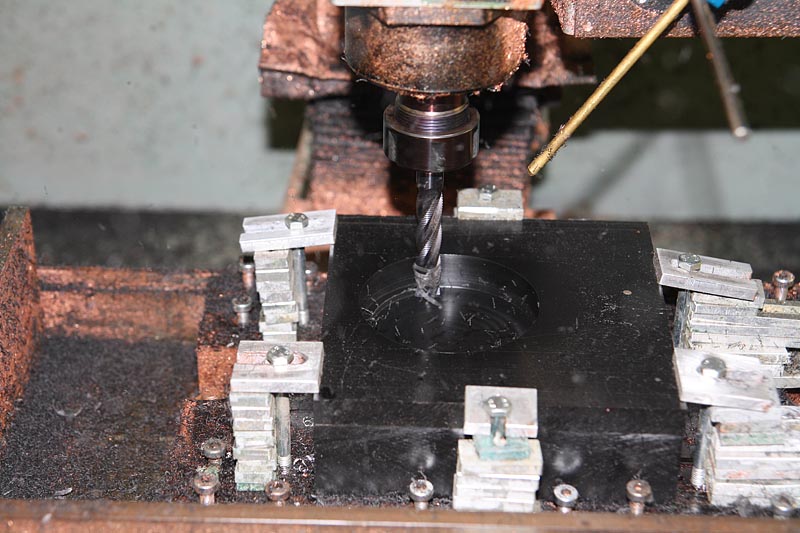
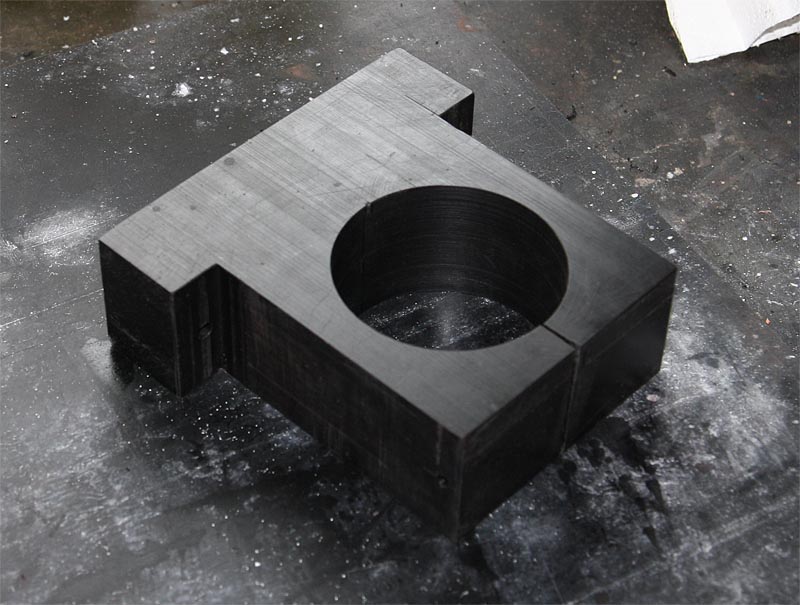
Nach erfolgten Lagertausch habe ich die Spindel mal laufen lassen. Dabei hat sich herausgestellt das die Temperaturen ganz in ordnung sind. ~40K dt Spindel/Luft ohne Kühlung. Die Spindelwelle dreht nach dem Lagerwechsel nicht mehr ganz so leicht, das liegt aber an der Vorspannung der Lager. Damit sollte ich jetzt mehr Material/Zeit wegnehmen können. Das schleifen als solches ging auch recht einfach und schnell. Aufspannen, vermessen und schleifen sowie polieren hat nur etwa eine Stunde gedauert. Die Aufnahmen dafür mussten allerdings noch angefertigt werden. Das war aber nach einen halben Tag erledigt.
Das Ergebnis des schleifens ist beeindruckend. Die Spindel die neue Lager bekam hat ein Freund auf 0.05mm vorgeschliffen. Nach dem neuen Schleifvorgang liegt der Rundlauffehler bei 0.008mm. Für Hobbyverhältnisse ist das Spitzenklasse. Meine 900€ teure HSD liegt bei 0.02mm. Es war aber nur logisch das ich nicht auf die 0.001mm von meiner Ibag HF80 heran komme.
Fazit, für 150€ habe ich eine tolle Spindel geschossen. Aber man muss Arbeit investieren. Etwa alle 3-5 Monate ein Lagerwechsel, und nach Erhalt muss der Konus ausgeschliffen werden. Das geht aber in Ordnung. Das Lagerpaar kostet 40€ Und ein adäquates Original (Mechatron) in guter Qualität kostet etwa 650€. Die Lager halten aber auch nicht länger.
http://www.youtube.com/watch?v=NhtEHnMKalY
http://www.youtube.com/watch?v=TnHz9DBuAC0&feature=youtu.be







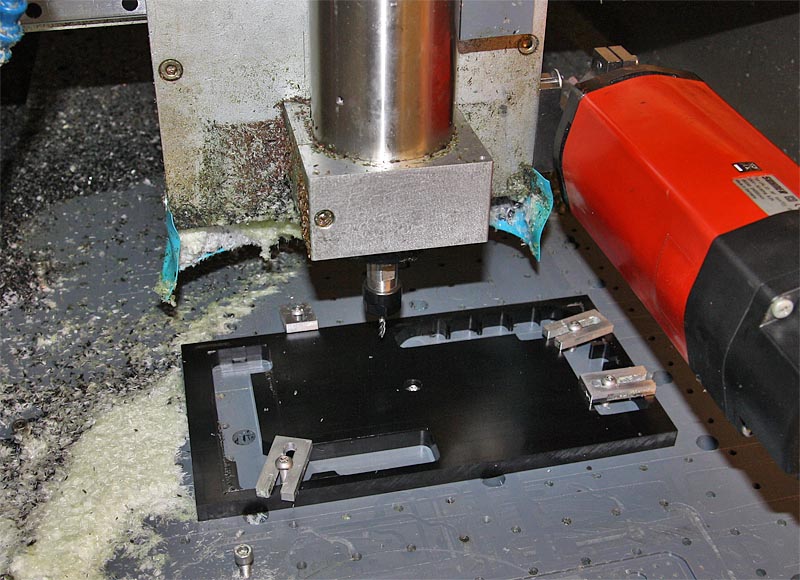

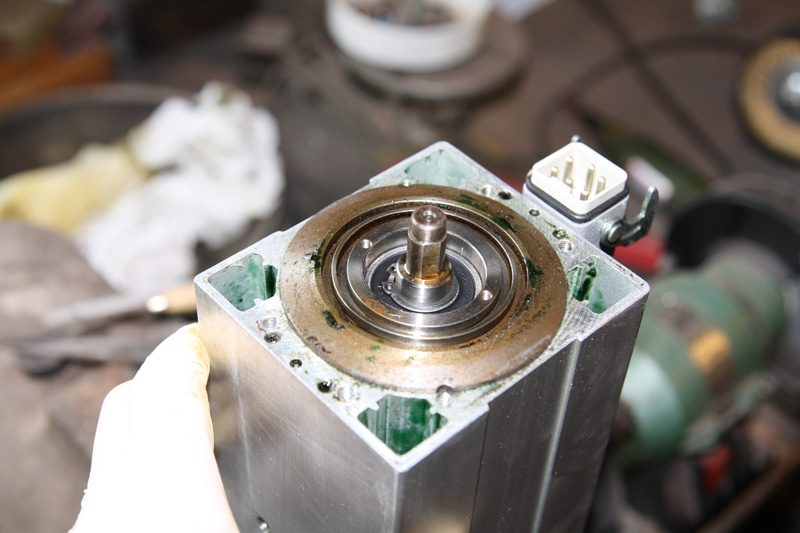
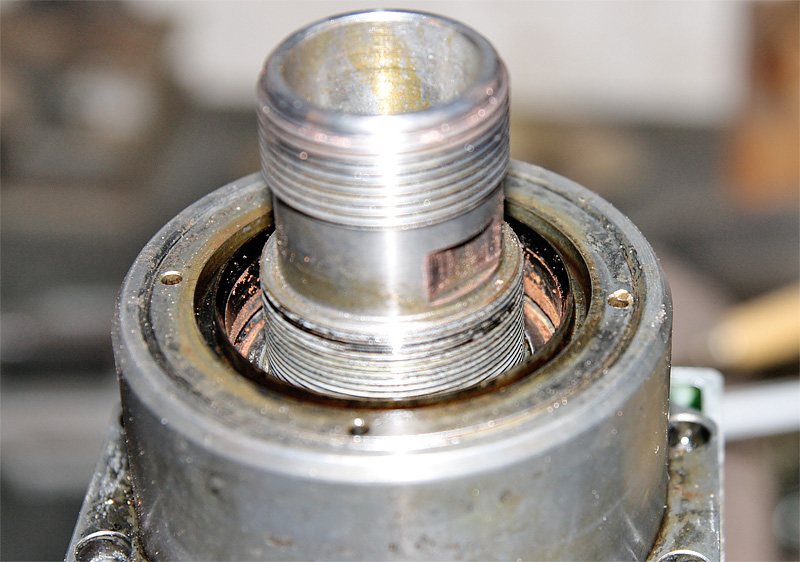
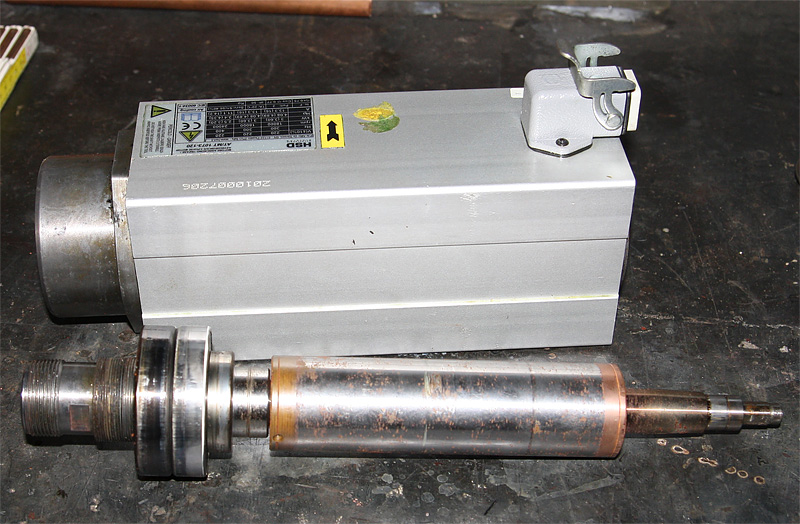
Weiter geht es mit der 3Kw HSD Spindel mit ER25 Aufnahme. Die Spindel hat knapp 1Jahr gehalten. Die Lager haben ihren Dienst auch durch das KSS quittiert. Die Demontage war deutlich aufwendiger. Die Instandsetzung ebenfalls. Das Problem ist das die Lager sehr schwer aufzustecken sind. Da muss ich mir noch etwas einfallen lassen. Die Lager sind auch etwas teurer. Die original NSK Lager kostet über 400eu das Paar. Künemund hat mir adäquaten Ersatz von GMN angeboten. Das Hochgenauigkeitsspindellagerpaar kostet knapp 200€. Die zweite Spindel davon ist seid über 1 Jahr im Einsatz. Funktioniert reibungslos. Aber nicht mit Flutkühlung sondern mit MMKS. Anbei ein paar Bilder.









Da ich nun seid gut 1 Jahr mit MMKS arbeite und viele Probleme hatte, habe ich mich die letzten Wochen damit mal etwas genauer beschäftigt. Die Probleme waren ständige Fräserbrüche weil kein KSM aus der Düse kam, Fräserbrüche durch hohen Verschleiß. Ich habe inzwischen schon über 10 Kühlmittel getestet. Mein Fogbuster soll nur bis maximal 1.5bar betrieben werden. Profigeräte gehen aber bis zu 10bar. In diesen Zusammenhang ist die Viskosität des Kühlmittels zu beachten. Ich fing mit Fenella VD 201N an. Das Zeug hat eine Viskosität von 2. Das lässt sich sehr gut versprühen, auch schon mit 0.5bar,. Die Standzeit der Werkzeuge ist aber unterirdisch. Da ich nur so niedrige Drücke gewohnt war habe ich auch über ein dreiviertel Jahr mit bis zu 1bar gearbeitet und konnte mittelviskose Fluide nicht versprühen. Es kam einfach nichts aus der Düse.
Nach einen Tag lesen habe ich dann den Druckminderer getauscht und habe den Maximaldruck des Kompressor draufgegeben ->2.6bar. Fortan konnte ich auch mittelviskose Fluide bis 24 problemlos versprühen. Somit bin ich inzwischen mittviskose Fluide am testen. Mal mit mehr, mal mit weniger Erfolg. Letztens hab ich mir nen Ei gelegt und alle Teile sind durch das KSM stark exidiert. Über Nacht, das sieht man leider im Prozess nicht. Somit musste jedes Teil aufwendig gereinigt und poliert werden. Fragt nich nach Sonnenschein... Die testerei ist aber bald abgeschlossen. Im Februar lege ich mich fest welches KSM es wird. Es wird auf jeden Fall ein geruchsarmes Kühlmittel mit hohen Schmieranteil. Durch die Ultraschallreiniger lässt sich das Zeug gut entfernen.
Zwischenzeitlich wurden auch die Kugelumlaufmutern an der kleinen Fräsmaschine getauscht. Projekt WZW Spindel geht weiterhin vorran. Alle Grundlegenden Teile sind bestellt und bezahlt. Paar Hunderter muss ich noch für Kleinigkeiten investieren. Dann gehts ans einrichten...
Ich geh mal wieder raus. Muss noch paar Teile polieren und vernickeln.
Frohes Fest.

